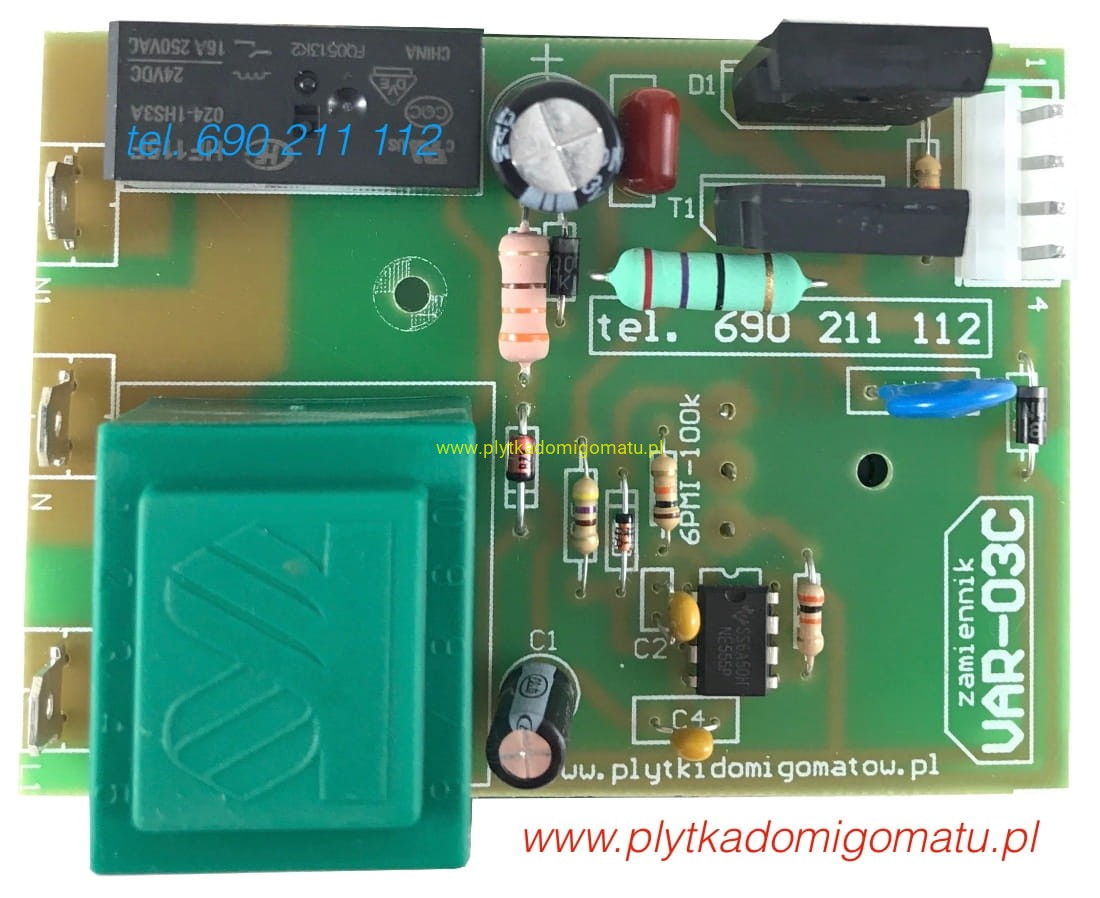
VAR-03C VAR03C VAR 03 C



Cena regularna:
towar niedostępny
 Opis
Opis
VAR-03C stosowana w migomatach MIG 150; MIG170 i innych.
Napięcia zasilające: Podajnik 24V
Funkcje dodatkowe: brak
Regulacje: prędkość podajnika
Wymiar płytki: 66 x 92 mm
Moduł zastępczy jest całkowicie zgodny z oryginałem pod względem funkcji, wymiarów oraz podłączenia. Wprowadziliśmy kilka ulepszeń i modyfikacji w elektronice, lepszej klasy diody w filtrze przepięciowym, lepszej klasy tranzystory MOSFET, większe radiatory chłodzące elementy półprzewodnikowe, dodatkowe filtry chroniące tranzystor MOSFET.
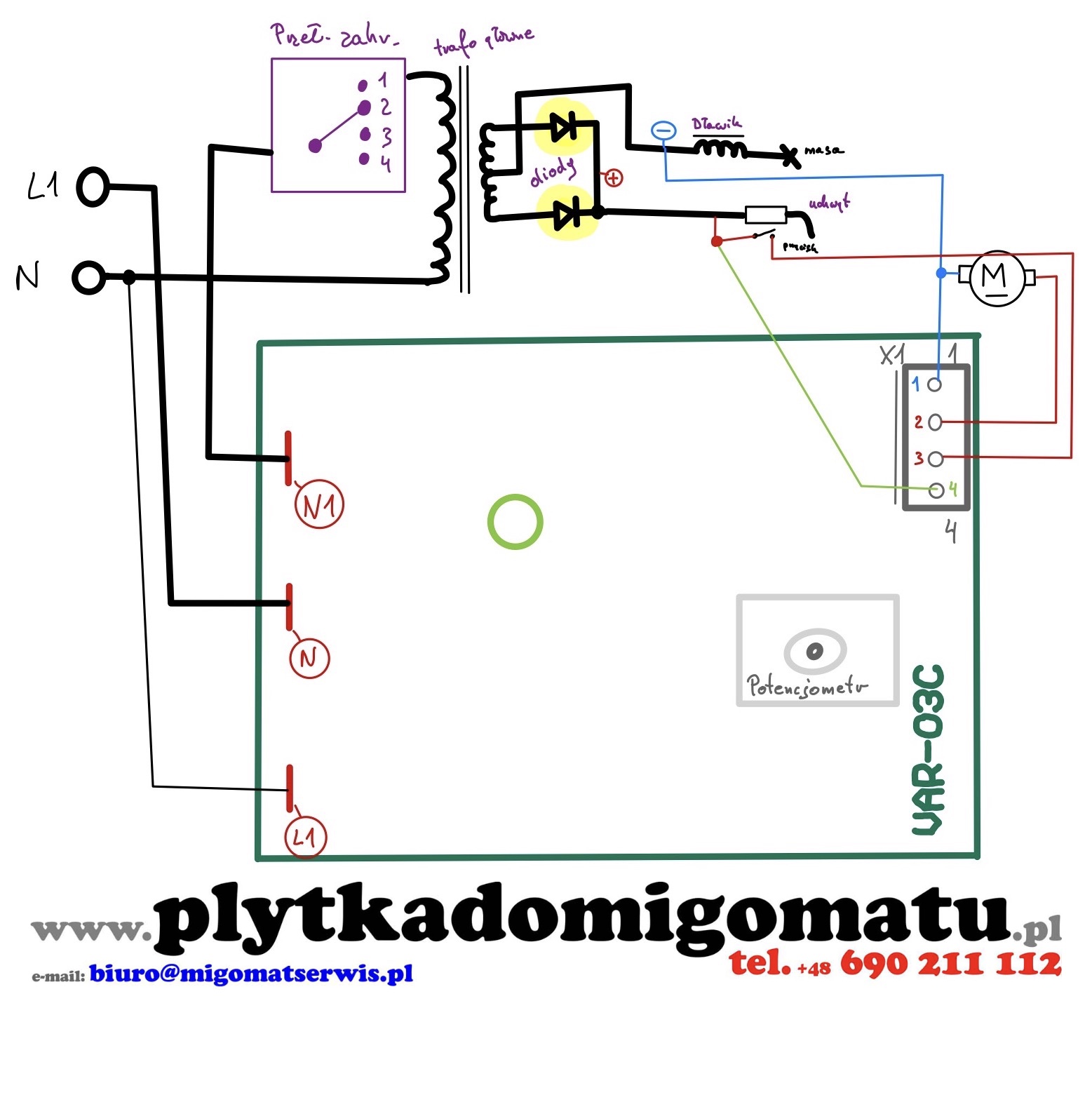
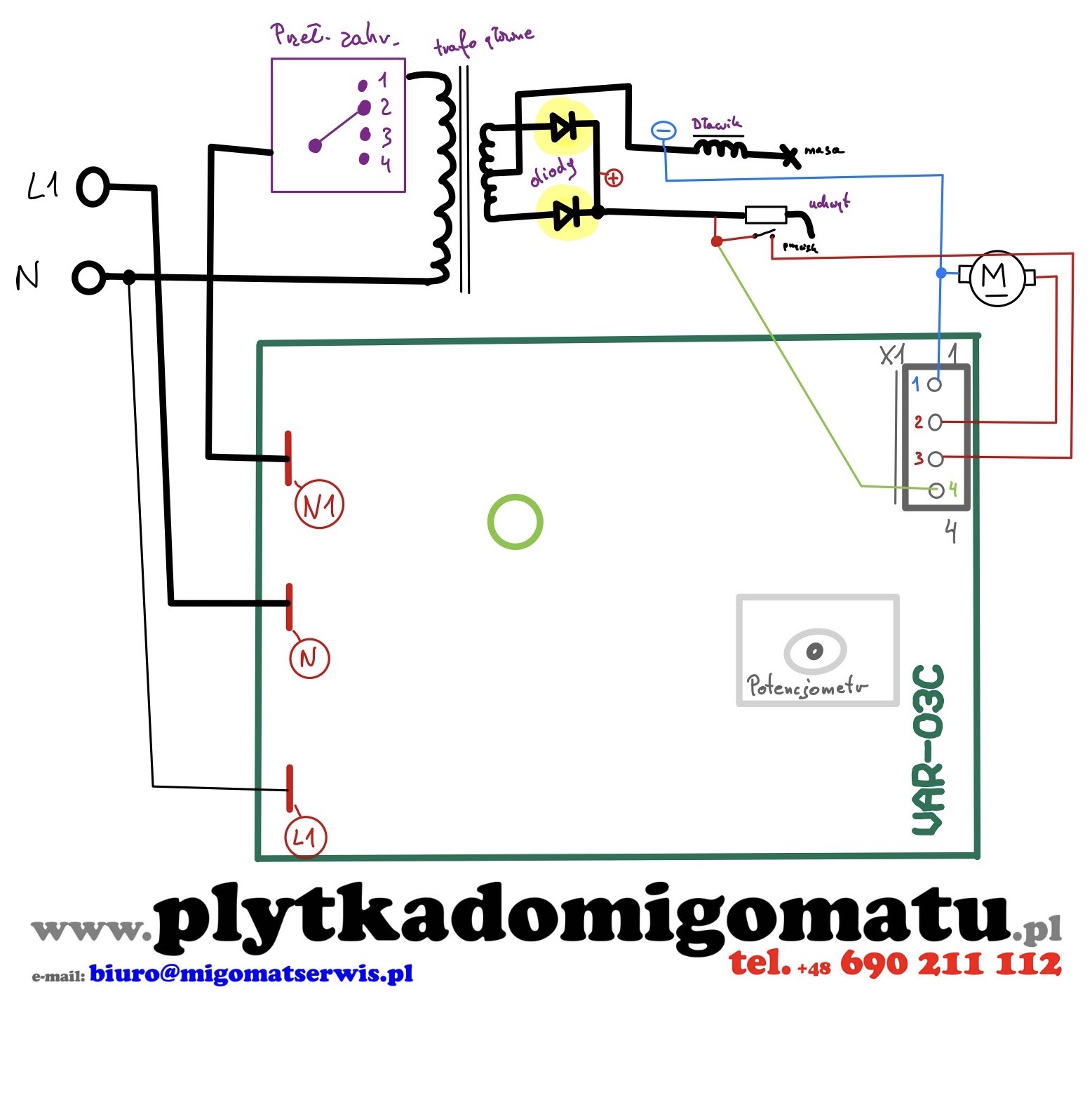
Schemat podłączenia:
Porady Serwisanta:
Najczęstszą usterką płyty jest podawanie drutu z pełną prędkością. Jeśli podejrzewasz uszkodzenie potencjometru - odłącz go. Z odłączonym potencjometrem (przy sprawnej płycie) podajnik ma się zatrzymać lub poruszać się bardzo wolno. Jeśli nadaj pracuje z pełną prędkością - uszkodzona płyta. Inna usterka - urządzenie nie działa, brak reakcji na przycisk. Sprawdź czy pracuje wentylator. Jeśli nie pracuje - brak zasilania (np. uszkodzony kabel zasilający lub włącznik / przełącznik zakresów). Jeśli wentylator pracuje, a urządzenie nie działa - sprawdź czy nie zapaliła się kontrolka przegrzania. Urządzenie nie musiało się przegrzać aby doszło do takiej awarii. Bywa że zabezpieczenie termiczne uaktywni się w wyniku wstrząsów - np. przy przemieszczaniu urządzenia po kamieniach czy przewożeniu samochodem. Termik włączony jest w szeregu do PINu L1 - odcina zasilanie elektroniki. Aby sprawdzić czy płyta jest zasilana - należy zmierzyć napięcie pomiędzy złączami L1 i N. Powinno tam być 230V AC. Jeśli jest zero - brak zasilania. Uszkodzony termik lub oberwany przewód zasilający. Jeśli płytka dostaje napięcie zasilające - sprawdzić czy jest obwód z transformatorem głównym. W tym celu mierzymy napięcie między N a N1. W stanie spoczynku (puszczony przycisk) powinno tam być 230V lub 400V - zależnie od zasilania urządzenia. Po wciśnięciu przycisku w uchwycie - napięcie to powinno spaść do zera. Jeśli między N1 a N nie ma napięcia cały czas niezależnie od przycisku w rękojeści - przerwa w obwodzie zasilania. Sprawdzić przewody, włącznik sieciowy, przełącznik zakresów. Jeśli napięcie jest cały czas i nie reaguje na wciskanie przycisku (nie spada do zera) - uszkodzona płytka. Jeśli napięcie spada od zera a urządzenie nie spawa - sprawdzić czy jest „prąd na drucie”. Należy wyciągnąć kawałek drutu spawalniczego z uchwytu, zewrzeć do masy i wcisnąć przycisk tak jak byśmy spawalni. Drut powinien zostać upalony. Jeśli tak się nie stało - należy sprawdzić napięcie na złączu X1 - między linami 1 i 4. Po wciśnięciu przycisku powinno tam być napięcie stałe w zakresie 20-35V. Jeśli jest zero sprawdzić połączenia między wtykiem X1 a modułem diodowym (mostkiem prostowniczym). Jeśli napięcie na kostce jest - a nie „upala drutu” - uszkodzony przewód spawalniczy (masowy lub główny), złącze tego przewodu lub któryś z grubych przewodów wewnątrz urządzenia. Jeśli napięcie na X1 między 1 a 4 jest - silnik podajnika powinien pracować. Jeśli nie pracuje - uszkodzona płytka lub silnik. Należy sprawdzić silnik - zasilając go z napięcia 12V i mierząc prąd jaki pobiera. Nie powinien pobierać więcej jak 1A. Jeśli pobiera znacznie większy prąd (np. 2A lub więcej) lub nie pobiera żadnego prądu (więc nie pracuje - co logiczne) - uszkodzony silnik. Prąd pobierany przez silnik zawsze należy sprawdzać przed montażem nowej płyty - aby jej nie uszkodzić. Jeśli nie ma reakcji na wciskanie przycisku - należy sprawdzić czy ten przycisk lub przewód spawalniczy jest sprawny. Po dołączeniu kostki z X1 należy sprawdzić obwód między pinami X4-X3. Przy zwolnionym przycisku - rezystancja ma być nieskończenie duża (miernik wyświetla 1___), po wciśnięciu przycisku rezystancja ma być jak najmniejsza (powinno być 0 omów). Jeśli rezystancja nie spada do zera lub spada do kilku - kilkunastu omów (lub więcej) - uszkodzony przycisk w rękojeści lub przewód spawalniczy.
Usterki typu - spawa kiepsko, pluje, pryszczy, klei, nie ma przetopu - jeśli jest reakcja na przycisk oraz regulacja prędkości drutu - to nie wina płytki. Mogą być uszkodzone diody w mostku lub przewody przenoszące duże prądy (nadpalone, naderwane, kiepsko skręcone). Uszkodzenie diod objawia się również tym, że silnik podajnika pracuje wolniej niż poprzednio. Schemat pokazuje rozwiązanie stosowane w migomacie MIG150 i MIG170. Jest tam „półmostek” diodowy z transformatorem posiadającym odczep w środku uzwojenia. Nie jest to „przymus” - może być „zwykły” czterodiodowy mostek Gretz’a, również transformator główny może być zasilany międzyfazowo (400 V). „Ostre” spawanie (jak gdyby urządzenie nabrało mocy) ale nie da się spawać bo są ogromne odpryski i przepalanie materiału, a nie „miękki łuk” jak wcześniej - może wskazywać na uszkodzenie dławika (zwarcie w jego uzwojeniu). Buczenie transformatora (głośne), wyłączanie bezpieczników sieciowych - może wskazywać na zwarcie w mostku prostowniczym, zwarcie w przełączniku zakresów lub zwarcie w uzwojeniu transformatora spawalniczego. Aby zweryfikować taką usterkę należy - na początek odłączyć mostek prostowniczy - i sprawdzić czy „buczenie” ustało. (Oczywiście urządzenie nie będzie spawać). Jeśli ustało - uszkodzony mostek. Jeśli nie - należy sprawdzić czy sytuacja powtarza się na każdym zakresie prądowy - zwracając uwagę - jak działa przełącznik zakresów - czy nie działa ciężej, nie „utyka” lub zawiesza się. Jeśli podejrzewamy przełącznik zakresów - należy odłączyć transformator od strony sieciowej od przełącznika - i zasilić go bezpośrednio z sieci. Jeśli pracuje prawidłowo - przełącznik do wymiany. Jeśli nadaj „buczy głośno” - najprawdopodobniej ma zwarcie w uzwojeniu (do wymiany lub przezwojenia).
Jeśli masz inne objawy lub nie udało się zlokalizować usterki - zapraszam do kontaktu.