US-41A B-2731-107-1/B US41A B-3731-161-1




Cena regularna:
towar niedostępny
 Opis
Opis
US-41A stosowana w Bester Magster 315 4x4; PDE41; PDE41W i innych.
Napięcia zasilające: Podajnik 42V, zawór gazu 42V, cewka stycznika 42V
Funkcje dodatkowe: 2-takt, 4-takt, prędkość dojazdowa
Regulacje: czas wypływu gazu, wyprzedzenie gazu, upalanie drutu, prędkość dojazdowa.
Wymiar płytki: 153 x 124 mm
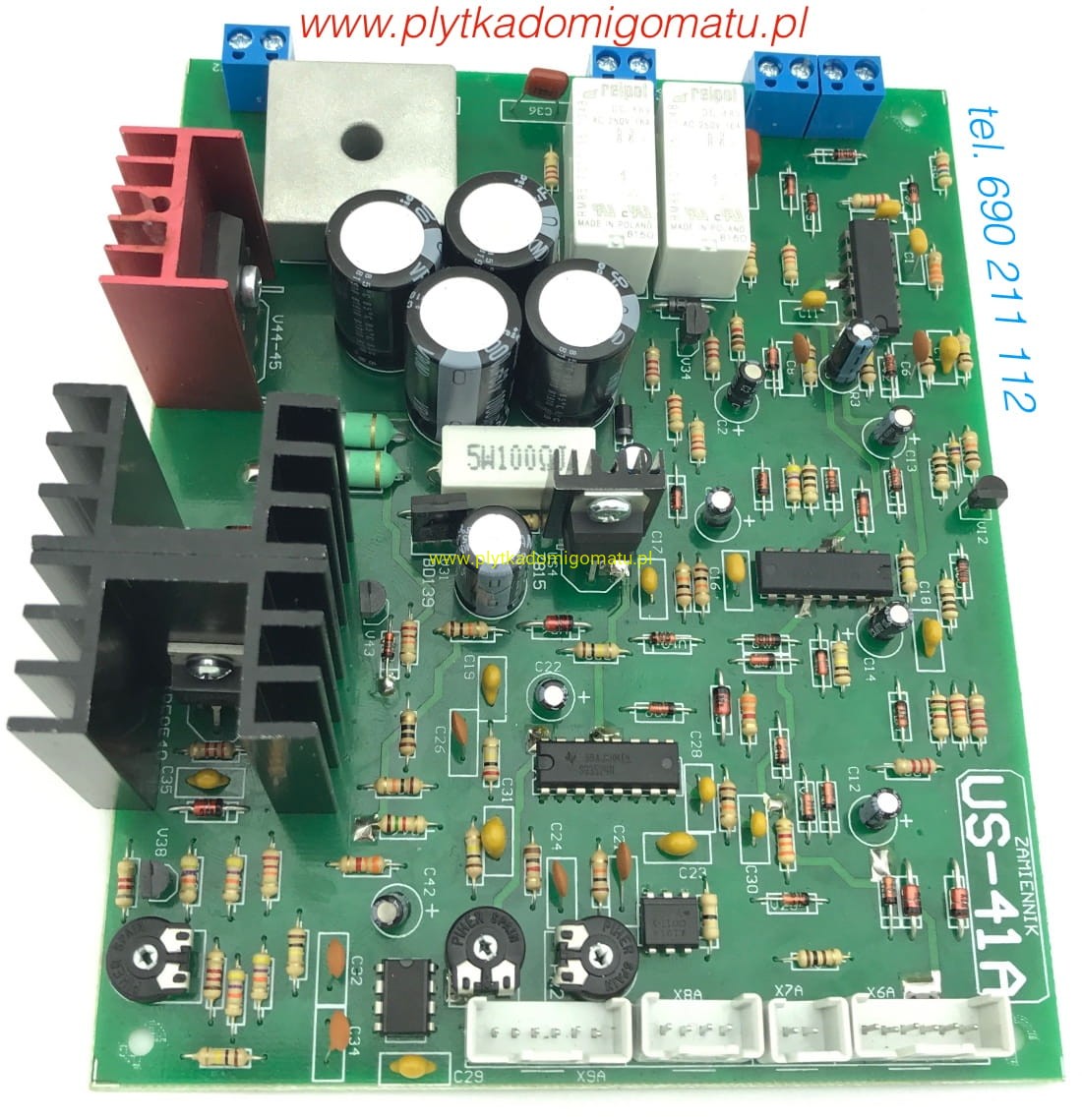
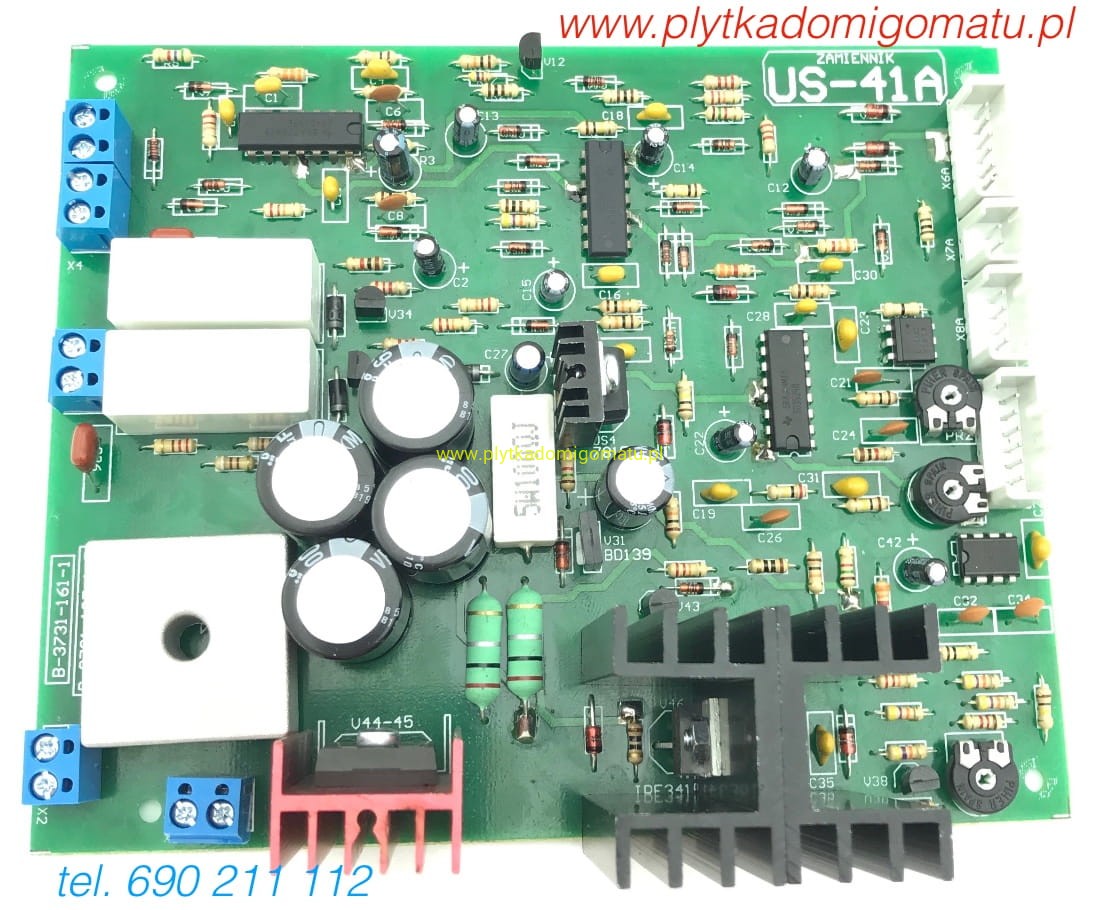
Moduł zastępczy jest całkowicie zgodny z oryginałem pod względem funkcji, wymiarów oraz podłączenia. Wprowadziliśmy kilka ulepszeń i modyfikacji w elektronice, lepszej klasy diody w filtrze przepięciowym, lepszej klasy tranzystory MOSFET, większe radiatory chłodzące elementy półprzewodnikowe.
Po zamontowaniu wymagana kalibracja obrotów - patrz opis niżej.
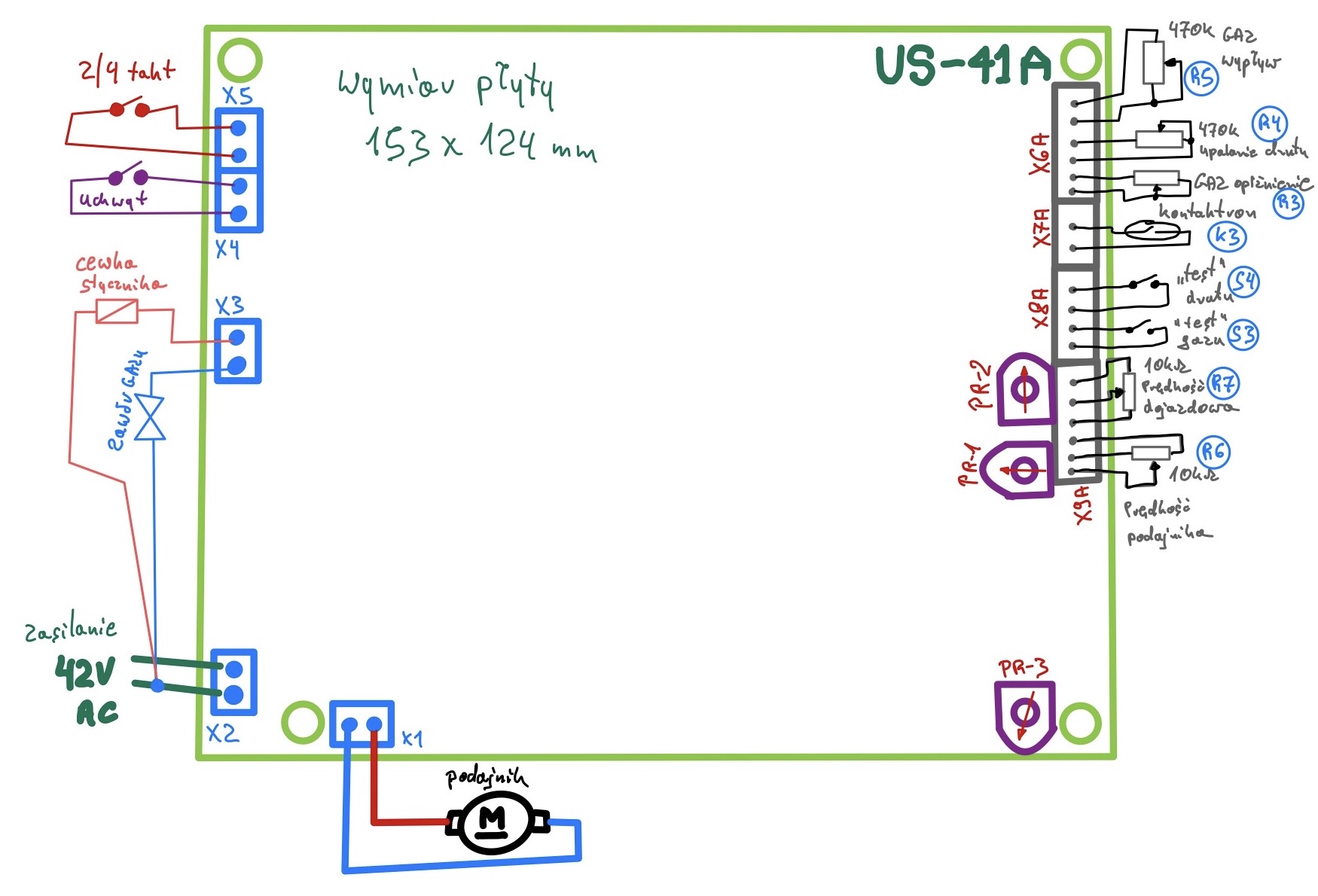
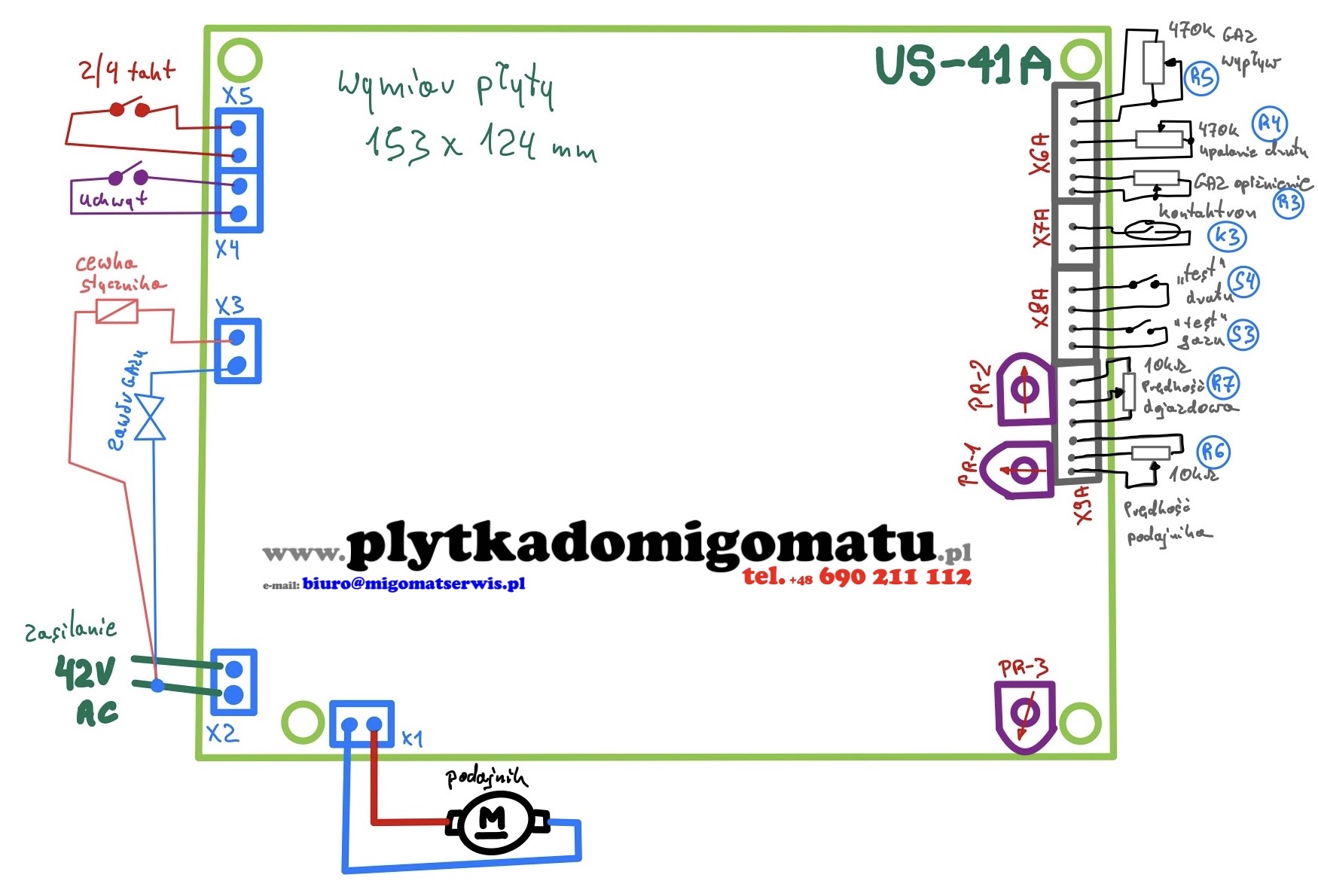
Schemat podłączenia:
Porady Serwisanta:
Płyta US-41A odpowiedzialna jest za wszystkie funkcje urządzenia spawalniczego, więc usterki, (pomijając mniejszą moc spawania urządzenia) - należy rozpocząć od diagnozy płyty. Częstą usterką jest kiepski kontakt złącz oraz potencjometrów regulacyjnych na płycie. Wynika to z warunków w jakich pracuje urządzenie (wilgoć, zapylenie). Dlatego warto na początek - po odłączeniu wtyków X6-X9 spryskać konektory preparatem do poprawy przewodności styków, oraz lekko przestawić i powrócić do poprzedniego ustawienia - potencjometrów PR1-PR2-PR3 na płycie. Nowa płyta lub płyta z innego urządzenia - wymaga kalibracji. Potencjometr PR-3 służy do ustawienia „czułości” układu regulującego obroty. Potencjometr ten ustawia się laboratoryjnie kontrolując parametry przyrządami - NIE NALEŻY ZMIENIAĆ JEGO USTAWIEŃ. Ogólnie mówiąc jest on być ustawiony tak jak pokazuje rysunek (na godzinę siódmą - porównując do wskazań zegarka). Niewłaściwe ustawienie PR-3 spowoduje brak pracy podajnika lub jego pracę z pełną prędkością, a niewielka odchyłka od normy spowoduje trudności w ustawieniu prędkości podajnika. Ustawienie prędkości „przestawi się” po wyłączeniu i ponownym włączeniu urządzenia lub tylko przycisku w uchwycie. Nie należy zmieniać ustawień tego potencjometru. Potencjometry PR-1 i PR-2 służą do ustawienia zakresu regulacji prędkości podajnika (obroty minimalne i maksymalne). Należy ustawić je w pozycję środkową, kontrolować zakres regulacji obrotów kręcąc głównym potencjometrem - a potem - w razie potrzeby - w niewielkim stopniu korygować ustawienia potencjometrów - aby uzyskać właściwy zakres obrotów zarówno minimalnych jak i maksymalnych. Przestawienie jednego potencjometru ma wpływ na drugi, więc czynność należy kilkakrotnie powtórzyć - aż uzyskamy właściwy zakres regulacji. Brak „kontaktu” na PR-1 i PR-2 jest często spotykaną przypadłością, dlatego warto zacząć od delikatnego ruszenia ich wkrętakiem. Aby układ działał poprawnie - MUSZĄ być podłączone wszystkie potencjometry i muszą one być sprawne. Warto skontrolować ich rezystancję, oraz połączenie. Bez względu na to czy potrzebujemy dodatkowych funkcji, czy ich nie potrzebujemy - potencjometry MUSZĄ być podłączone, inaczej układ nie zadziała. Ktoś powie że potrzebuje tylko prędkość podajnika, podłączy tylko potencjometr R6 i klapa - nie działa. Potencjometr R6 (10k) reguluje prędkość podajnika. Potencjometr R7 (10k) to potencjometr tzw. „Prędkości dojazdowej”. Funkcja ta umożliwia ustawienie niższej prędkości podajnika dopóki urządzenie nie odpali łuku. Drut wysuwany jest wolniej, a układ kontroluje przepływ prądu. Dopóki prąd nie płynie - prędkość podajnika jest mała. Po odpaleniu łuku prędkość wzrasta do nastawionej R6. Układem kontrolującym przepływ prądu jest kontaktron K3. Jest to rurka konaktronowa umieszczona wewnątrz „cewki” wykonanej z przewodu spawalniczego. Przepływ prądu wywołuje powstanie pola magnetycznego które zwiera styki kontaktronu. Jeżeli nie przewidujemy użycia takiej funkcji - potencjometr R7 należy ustawić w pozycję max, a styki X7A zewrzeć. W innym przypadku - nie będzie regulacji prędkości podajnika - układ będzie pracował z prędkością „dojazdową”. Potencjometr R5 (470k) reguluje opóźnienie wypływu gazu - czas w którym gaz będzie otwarty po zakończeniu spawania. Jest to konieczne do chłodzenia uchwytu oraz osłaniania roztopionej spoiny. Potencjometr R3 (470k) reguluje tzw. „Wyprzedzenie gazu”. Po wciśnięciu przycisku w uchwycie - natychmiast otwiera się zawór gazu, ale urządzenie „czeka” ustawiony czas zanim włączy spawanie i podajnik. Umożliwia to napełnienie przewodu spawalniczego gazem i wstępne osłanianie obszaru spawanego. Potencjometr R4 to „upadlanie drutu” - funkcja opóźniająca wyłączenie prądu w stosunku do zatrzymania drutu. Możemy ustawić właściwą długość odcinka drutu spawalniczego w uchwycie - po zakończeniu spawania. Ustawienie czasu zbyt krótkiego spowoduje że z uchwytu wystaje np. 3-4 cm drutu, a ustawienie zbyt długiego - spowoduje „przypalanie” drutu do końcówki prądowej w uchwycie. Do złącza X8A dołączone są przyciski „test drutu” oraz „test gazu”. Przyciski te umożliwiają włączenie posuwu drutu lub wypływu gazu. Przydatne jest to np przy zakładaniu nowej szpuli z drutem lub przy sprawdzaniu wypływu gazu. Do złącza X5 dołączony jest przełącznik funkcji 2-takt / 4-takt. W funkcji 2-takt - urządzenie działa jak „normalny” migomat tj. Wciśnięcie przycisku w uchwycie uruchamia spawanie, a puszczenie go - zatrzymuje spawanie. Włączenie funkcji 4-takt zmienia sposób sterowania. Wciśnięcie przycisku - tak samo - uaktywnia spawanie, ale puszczenie go nic nie zmieni - urządzenie nadal spawa. Aby zatrzymać spawanie - należy ponownie wcisnąć i zwolnić przycisk. Jest to funkcja bardzo przydatna przy wykonywaniu długich spoin - nie trzeba wtedy trzymać przycisku - można swobodnie manewrować uchwytem spawalniczym. Do złącza X4 dołączony jest przycisk w uchwycie spawalniczym. Do złącza X2 dołączone jest napięcie zasilające. Napięcie to powinno mieć wartość około 42V AC. Silnik podajnika dołączony jest do złącza X1, a złącze X3 steruje zasilaniem elektrozaworu gazu oraz cewką stycznika. Powyższe wyjaśnienie funkcji poszczególnych złącz powinno pomóc w szukaniu przyczyn niesprawności leżących gdzie indziej niż awaria płytki. O awarii płytki możemy mówić kiedy sprawdziliśmy wszystkie elementy zewnętrzne oraz zasilanie - a urządzenie nadal nie działa. Należy to starannie zweryfikować, aby nie okazało się że nowa płytka którą kupiliśmy - także nie działa. Najczęstsza awaria płytki to zwarcie w sekcji zasilania. Płyta „pali” bezpiecznik w obwodzie zasilania złącza X2. Inną usterką jest brak sterowania podajnikiem. Układ włącza gaz i prąd ale nie steruje silnikiem. Kolejna usterka płytki to brak sterowania zaworem gazu lub stycznikiem. To możemy zweryfikować mierząc napięcia „wychodzące” z płytki - między X3 a X2 - sprawdzamy czy płytka podaje napięcie na zawór i stycznik - jeśli napięcie „wychodzi” a komponenty nie załączają się - świadczy to albo o problemie z przewodami albo o awarii zaworu czy stycznika. Jeśli napięcie nie „wychodzi” - awaria płytki. Warto także sprawdzić silnik podajnika mierząc prąd jaki pobiera. Jest to silnik na 42V ale do testu silnik możemy zasilić napięciem 24V czy nawet 12V. Przy zasilaniu 24V nie powinien pobierać więcej niż 1A. Pobór rzędu 2-3 czy więcej Amperów świadczy o awarii silnika. Jest to spowodowane najczęściej zwarciem lub przerwą w uzwojeniu wirnika lub zwarciem na komutatorze. Powoduje to generowanie impulsów o wysokim natężeniu, co powoduje uszkodzenie płyty sterującej.
Jeśli masz inne objawy lub nie udało się zlokalizować usterki - zapraszam do kontaktu.